


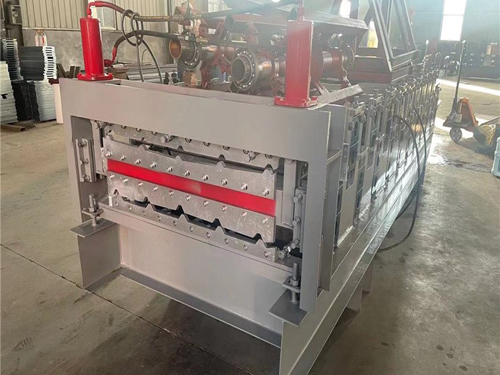
车厢板机设备技术参数:
设备长度7600mm,宽950mm,高1000mm;
设备动力11千瓦,液压站动力11千瓦;
轧辊采用轴承钢(GR15),锻打后退火;
底座采用310H钢;
采用下五上四道校平,确保平整;
采用二次成型式,保证产品的方正和直角,上边大小都可制作;
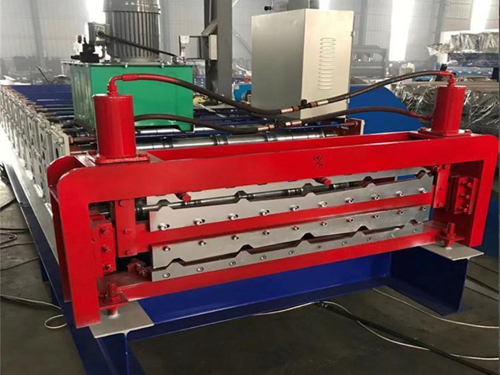
轧制材料厚度1.5mm-3mm(也可根据用户要求设计厚度);
轧制速度8-9m/min;
采用新式对接式调节钢套,简便、快捷、牢固;
设备和产的C型钢方正,是同行业中调节速度快、冲孔快、切断快等优点。
生产过程如下:彩色钢板进入辊道成型部分,成型后到压型部分,压成等距离一节一节的,切刀负责定长切割。
控制介绍:执行部分有变频器驱动电机,液压站电机,压型的两个液压电磁阀,切刀的两个液压电磁阀。
检测部分有:检测彩色钢瓦长度的脉冲编码器,压型的上下行程开关,切刀的上下行程开关,压型的上下操作按钮,切刀的上下行程按钮,急停开关,液压启停开关等等。
PLC选用KDN-K3系列的KDN-K306-24AR.它带有14个输入/10个继电器输出,刚好满足输入输出要求.再配KDN文本屏,可以完成参数设定,报警显示,帮助信息,生产数据显示等等。
压瓦机一定要用高数脉冲输入功能,KDN-K306-24AR高数输入性能优良,选AB相抗干扰能力强.并用定值中断功能,保证精度。
压瓦机有许多参数要设定,用文本屏设定。参数设定有设备参数和用户参数设定两种.设备参数有:单脉冲长、过冲量、压型距、压型时间、切刀时间等等
 <
< <
< <
< <
<



